
Wastewater Treatment
Wastewater — municipal or industrial — carries the full complexity of human and production activity. Treatment is not optional: it is the critical step between process output and environmental compliance. Klarwin integrates modular, containerized treatment systems that deliver NTPA 001/2005 and NTPA 002/2005 compliance — with minimal footprint and reduced operational cost.
Reference projects in 50+ countries. German-manufactured systems with 20-year warranty. Plug-and-play installation without permanent infrastructure — relocatable, rentable, expandable.

Municipal Wastewater — Fixed Bed Bioreactor
Klarwin integrates Fixed Bed Bioreactor (FBBR) systems — certified by PIA GmbH — for municipal wastewater treatment at capacities from 10 to 5,000 m³/day. Lower CAPEX and OPEX than MBBR or MBR alternatives, with no chemicals required and no odor emissions.
Industrial Wastewater — DAF & Process Treatment
Industrial wastewater requires treatment processes adapted to each application — from primary physico-chemical separation and conditioning, through secondary biological treatment and advanced tertiary polishing stages. Klarwin integrates Dissolved Air Flotation (DAF) systems with patented self-cleaning design, engineered for flows between 1 and 250 m³/h and separation efficiencies up to 99%.

Advanced Oxidation — DiOx AEOX Technology
For persistent substances that conventional treatment cannot remove — PFAS, inert COD, heavy metals, BTEX, dioxins, dyes — Klarwin integrates DiOx technology: Advanced Electrochemical Oxidation with diamond-coated electrodes. Modular, scalable, and effective against the most resistant pollutants.
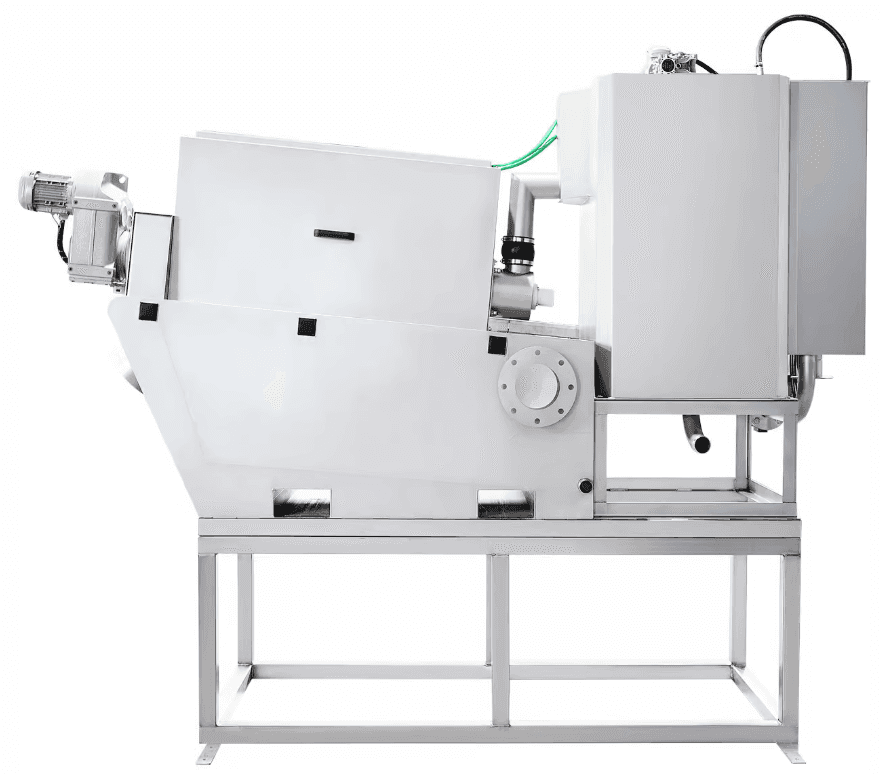
Sludge Management
Complete sludge processing — from thickening through dewatering to final disposal preparation. CE-marked equipment manufactured to European standards.

Water Reuse
Tertiary wastewater treatment is the final stage of the treatment process, aimed at removing residual contaminants such as nutrients, heavy metals and micropollutants, to reach the standards required for water reuse.
We treat the wastewater before it leaves your site
Industrial pre-treatment, biological reactors, sludge management, water reuse — Klarwin designs the wastewater chain that meets discharge limits and recovers what's recoverable.
CONTACT A CONSULTANT
We treat the wastewater before it leaves your site
Industrial pre-treatment, biological reactors, sludge management, water reuse — Klarwin designs the wastewater chain that meets discharge limits and recovers what's recoverable.
CONTACT A CONSULTANT